
The base fits snugly into the middle watch section but it's going to need some screws to make sure it stays fixed. I'm using the middle watch section to position the mill table, using the previous holes as guides and a wiggler to centre the spindle.
This initial design has screws to fix the base section into the middle section, and these are separate from the screws that fix the top to the middle section. In hindsight one of the future improvements I'd like to make is to have just one set of screws to bind together all three sections.
I drill some holes in the middle watch section by, first, using a centre drill to make the positioning holes and then drilling with the correct sized drill bit for tapping the holes.
 .
.
Then it looks like this:
 .
.
At this time I'm putting the watch together and taking it apart quite a lot just to check everything...but wait a minute! When the top and middle watch sections are screwed together the base section doesn't quite fit! A bit of investigation shows that it's due to the fixing screw heads, for fixing the top and middle sections, protruding and preventing the base section from closing down properly - another good reason to have only one set of screws!
So I drill some blind holes, to swallow up the screw heads, into the underside of the bottom watch section by using a centre drill,
 .
.
I think I'm being very careful and I think I've calculated their exact position... BUT,...oh dear,...because the bottom watch section is being drilled from the underside then all clockwise rotations become anti-clockwise rotations with respect to the top-down view. So I have to re-drill the holes
 ,
,
and, putting the best spin on it, I put the mistake down as a good lesson!...Yeah, but I'm also pretty annoyed with myself.
Once the holes are correctly placed...,yes, yes, OK, move on..... the bottom and middle sections fit snugly even with the top section screwed in. So back to putting in the screw holes into the base section,
 ,
,
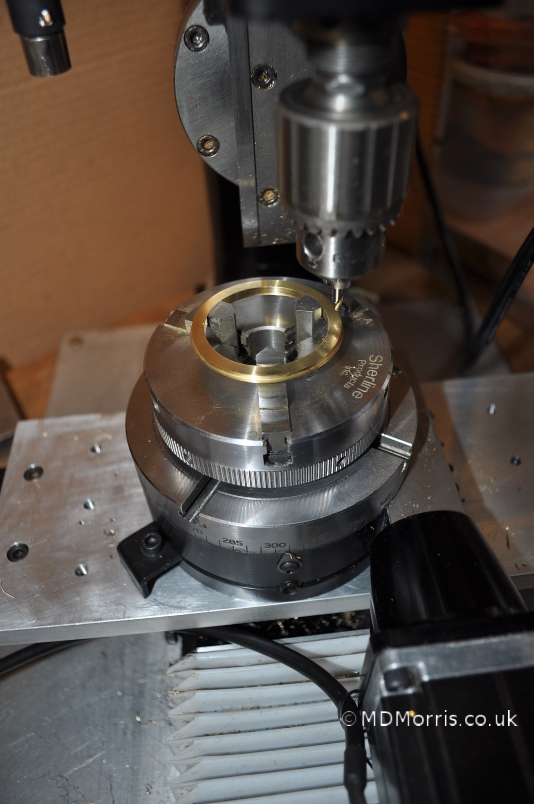
here I'm drilling some blind holes with a centre drill. I make sure the centre drill goes deep enough through the curvature of the top surface otherwise, when I come to drill the hole all the way through, the flimsier drill will wander down the surface slope.
The screws I'm using have a flat ridge screw head at right-angles to the shaft, i.e. no taper, and I want the screws to sink down below the top surface. To flatten the screw recess I use a milling bit. The milling bit has a flat bottom and is very rigid so it won't wander off,
 .
.
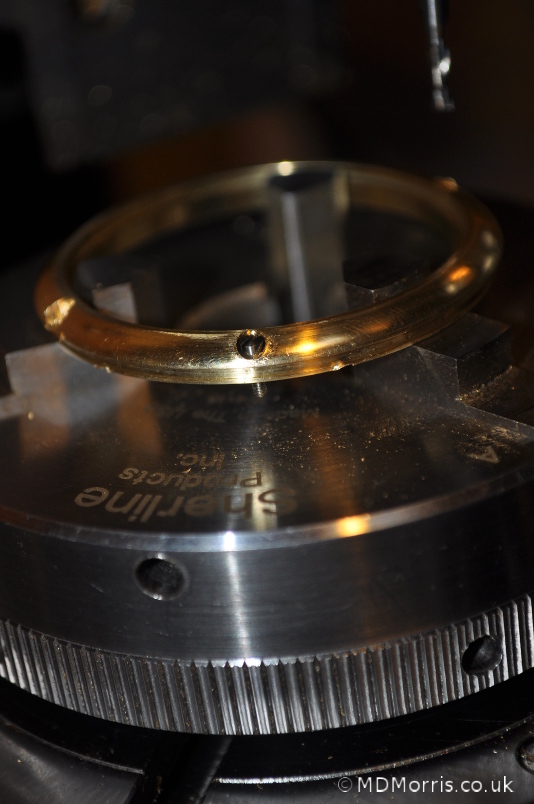
I've put a screw into the front hole just to see if it's head lies below the surface, it's acceptable!
The middle section is tapped:
 ,
,
and I found it easier if I put the section into a lathe chuck,
 ,
,
to hold it steady whilst I tapping the holes.