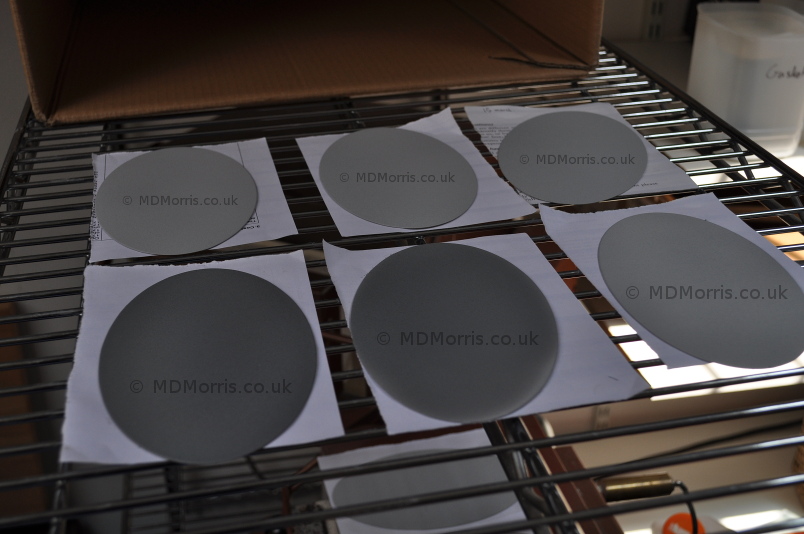
The steel is sprayed with ground-coat and dried slowly in the makeshift oven
Anything to do with enamelling on steel. My current experience is with low-carbon steel but there is no reason not explore other steels in future, for example stainless steel.

Now I've done a bit of testing, I'm a lot happier and more comfortable with what I've got to do. The test rectangles showed there was a small improvement with rounding the edges so I decided to do that.

After the ground-coat it's time for the white opaque enamel. It's pretty much the same process as for the ground-coat.

Yes!! Time to get enamelling!
In order to successfully enamel steel, it needs a layer called ground-coat (sometimes called grip-coat or base-coat) to form an interface between the steel and the enamel. The ground-coat contains adhesion agents that promote redox reactions with the iron and carbon, found in steel, at the high temperatures involved when firing the enamel. A thin coat is required and then the opaque white enamel can go on top.

Enamel adhesion is improved if the steel's surface is roughened. I need a homogeneous roughness, a sort of even unevenness.
OK, so it's time to do some sandblasting!

I need to make sure the steel is completely free of oil and grease before I enamel it. A good test, to see if it's grease-free, is to run water down the steel and see if the water pulls away from anywhere on the steel surface.
Before I enamel the ellipse I wan't to do some tests. For this I'm cutting out some small rectangles 74mm x 52mm (this is A8 paper size).